One of the biggest ring-rolling line in India with in-house machining and testing facility. Our unique axial profiling with automatic process control helps us deliver fully-machined near net shape forged rings that has diverse application across multiple segments.
Protective coating is applied on the machined components to avoid corrosion during transportation and storage.
Tower flanges 100% area including holes are coated by spray painting with Weldable Epoxy Zinc primer. This is readily weldable and doesn’t have any detrimental effect on welding quality hence there is no need to remove before welding.
Tower flanges normally bearing rings are coated with Mineral based oils. After coating, rings are wrapped with VCI films to ensure longer shelf life.
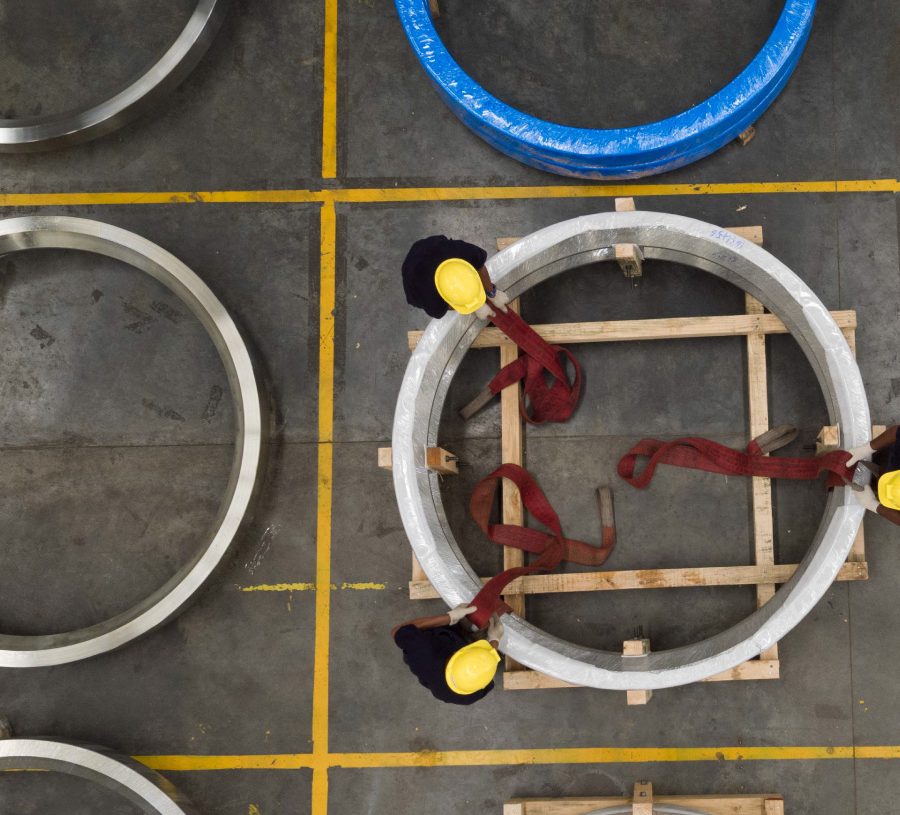
Export worthy packaging
Tower flanges: Tower flanges are stacked keeping wooden spacers in between to avoid metal-to-metal contact. Metallic studs with rubber tubes on top are passed though the holes and clamped to prevent relative movement between flanges
Bearing rings: After applying anti-corrosive oil, bearing rings are wrapped with VCI films followed by stretch film. Edge protectors safeguard the bearing edges/corners from damage. Rings are stacked and clamped with wooden runners
Quality testing
100% in-house testing facility to ensure highest quality
We adhere to world class quality compliance at every stage of our manufacturing process to deliver high-precision products consistently.
Raw material inspection- (grade, visual and dimension)